

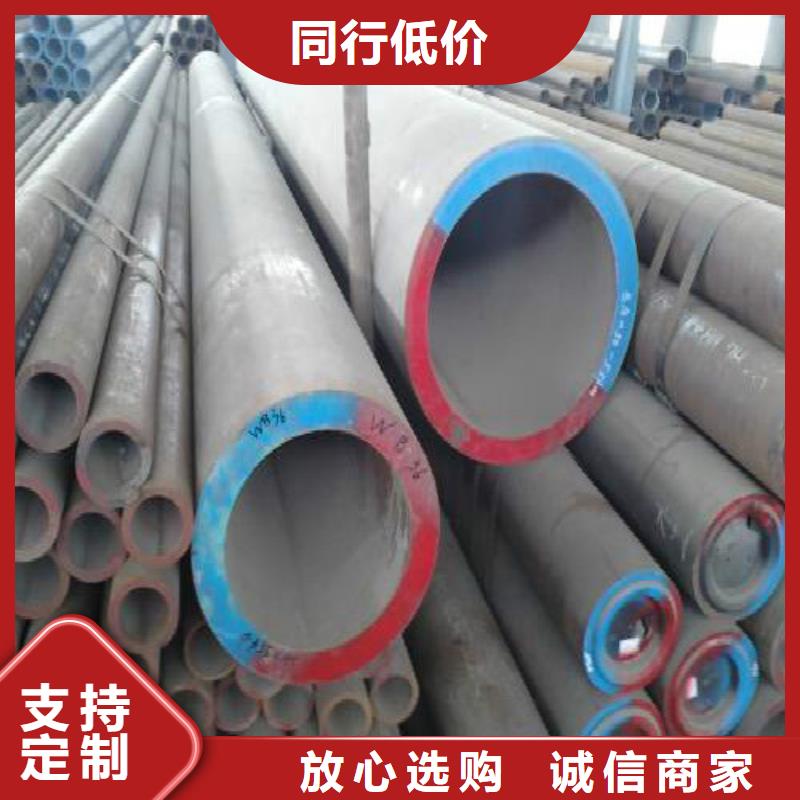



具有空心截面,其长度远大于直径或周长的钢材。按截面形状分为圆形、方形、矩形和异形钢管;按材质分为碳素结构钢钢管、低合金结构钢钢管、合金钢钢管和复合钢管;按用途分为输送管道用、工程结构用、热工设备用、石油化工工业用、机械制造用、地质钻探用、高压设备用钢管等;钢管厂按生产工艺分为无缝钢管和焊接钢管,其中无缝钢管又分热轧和冷轧(拔)两种,焊接钢管又分直缝焊接钢管和螺旋缝焊接钢管。
钢管分为 无缝钢管和焊接钢管。钢管厂在生 产过程是将实心管坯或钢锭穿成空 心的毛管,然后再将其轧制成所要 求尺寸的钢管。采用的穿孔和轧管 方法不同,就构成了生产无缝钢管 的不同方法。焊接钢管生产过程是 将管坯(钢板或带钢)弯曲成管状, 再把缝隙焊接起来成为钢管。因钢管厂采 用的成型和焊接方法不同,就构成了生产焊接钢管的不同方法。
钢管厂主要用热轧法生产。 挤压法主要用于生产难穿孔的低塑 性高合金钢管或异型钢管和复合金 属管。冷轧和冷拔法可将热轧管继 续加工成小直径和薄壁的钢管。焊接钢管工艺过程简单、生产 效率高、成本低、产品品种日益扩 大。42crmo无缝钢管是超高强度钢,具有高强度和韧性,淬透性也较好。


本页面推广的关键词包括万弗莱钢有限公司(大理分公司)的 黑方管;通过推广希望您可以关注到 黑方管的产品介绍并致电咨询;



管线管:是把轴出地面的油、气或水,通过管线管输送到石油和天然气工业企业。管线管包括无缝和焊接管两种,其管端有平端、带螺纹端和承口端;其连接方式为端头焊接、接箍连接、承插连接等合金管理论计算:
(外径-壁厚)*壁厚*0.02483=每米的重量。
合金管的材质大致有:16-50Mn、27SiMn、20-40Cr、12-42CrMo
16Mn 12Cr1MoV T91 27SiMn 30CrMo 15CrMo 20G Cr9Mo 10CrMo910 15Mo3 15CrMoV 35CrMoV 45CrMo
合金管的分类:
钯合金管用于氢气与杂质的分离。
钯管纯化氢的原理是,在300—500℃下,把待纯化的氢通入钯管的一侧时,氢被吸附在钯管壁上,由于钯的4d电子层缺少两个电子,它能与氢生成不稳定的化学键(钯与氢的这种反应是可逆的),在钯的作用下,氢被电离为质子其半径为1.5×1015m,而钯的晶格常数为3.88×10-10m(20℃时),故可通过钯管,在钯的作用下质子又与电子结合并重新形成氢分子,从钯管的另一侧逸出。在钯管表面,未被离解的气体是不能透过的,故可利用钯管获得高纯氢。虽然钯对氢有独特的透过性能,但
纯钯的机械性能差,高温时易氧化,再结晶温度低,易使钯管变形和脆化,故不能用纯钯作透过膜。在钯中添加适量的IB族和Ⅷ族元素,制成钯合金,可改善钯的机械性能11.汽车半轴套管用无缝钢管(GB3088-82)是制造汽车半轴套管及驱动桥桥壳轴管用的优质碳素结构钢和合金结构钢热轧无缝钢管钯合金中,银约占20—30%,其他成分(如金等)的含量<5%。


、生产制造方法
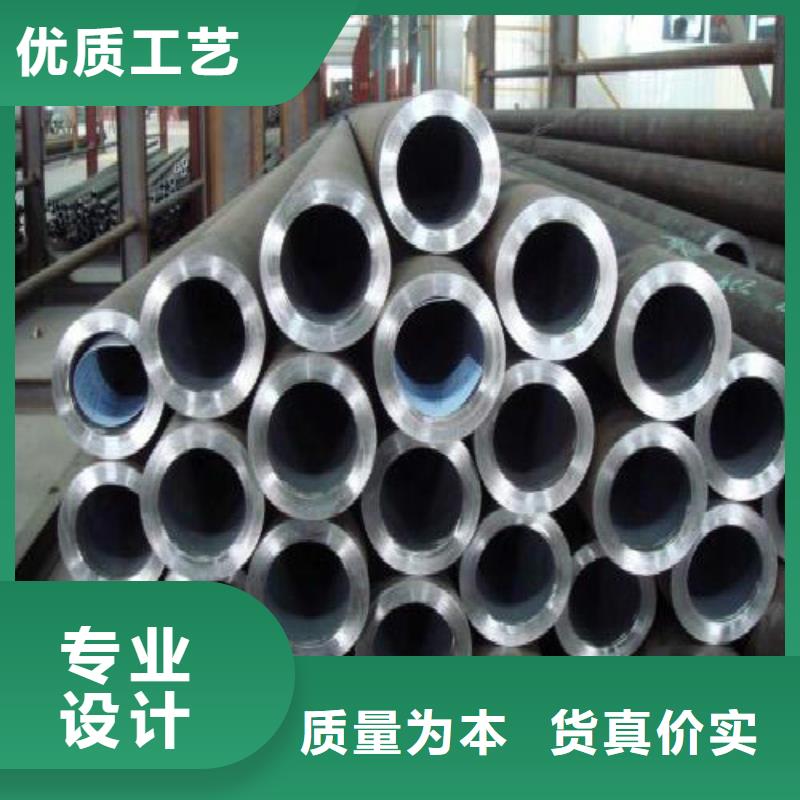
无缝钢管按生产方法不同可分为热轧管、冷轧管、冷拔管、挤压管等。
1.1、热轧无缝管一般在自动轧管机组上生产。实心管坯经检查并表面缺陷,截成所需长度,在管坯穿 孔端端面上定心,然后送往加热炉加热,在穿孔机上穿孔。在穿孔同时不断旋转和前进,在轧辊和顶头的作用下,管坯内部逐渐形成空腔,称毛管。再送至自动轧管 机上继续轧制。 经均整机均整壁厚,经定径机定径,达到规格要求。利用连续式轧管机组生产热轧无缝钢管是较先进的方法。
1.2、若欲获得尺寸更小和质量更好的无缝管,必须采用冷轧、冷拔或者两者联合的方法。冷轧通常在二辊式轧机上进行,钢管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制。冷拔通常在0.5~100T的单链式或双链式冷拔机上进行。
1.3、挤压法即将加热好的管坯放在密闭的挤压圆筒内,穿孔棒与挤压杆一起运动,使挤压件从较小的模孔中挤出。此法可生产直径较小的钢管。
2、种类
2.1、无缝钢管按生产方法不同可分为热轧管、冷轧管、冷拔管、挤压管等。
2.2、按外形分类有圆形管、异形管之分。异形管除方形管和矩形管外,还有椭圆管、半圆管、三角形管、六角形管、凸字形管、梅花形管等。
2.3、按材质的不同,分为普通碳素结构管、低合金结构管、优质碳素结构管、合金结构管、不锈管等。
2.4、按专门用途分,有锅炉管、地质管、石油管等。
3、用途
3.1、无缝管用途很广泛。一般用途的无缝管由普通碳素结构钢、低合金结构钢或合金结构钢轧制,产量多,主要用作输送流体的管道或结构零件。
3.2、根据用途不同分三类供应:a、按化学成分和机械性能供应;b、按机械性能供应;c、按水压试验供应。按a、b类供应的钢管,如用于承受液体压力,也要进行水压试验。
3.3、专门用途的无缝管有锅炉用无缝管、地质用无缝管及石油用无缝管等多种。
4、规格及外观质量
无缝管按GB/T8162-87规定
4.1、规格:热轧管外径32~630mm。壁厚2.5~75mm。冷轧(冷拔)管外径5~200mm。壁厚2.5~12mm。
4.2、外观质量:钢管的内外表面不得有裂缝、折叠、轧折、离层、发纹和结疤缺陷存在。这些缺陷应完全掉,后不得使壁厚和外径超过负偏差。
4.3、钢管的两端应切成直角,并毛刺。壁厚大于20mm的钢管允许气割和热锯切割。经供需双方协议也可不切头。
4.4、冷拔或冷轧精密无缝钢管《表面质量》参照GB3639-83。
5、物理性能检验
一:以知无缝管无缝钢管外径规格壁厚求能承受压力计算方法 (钢管不同材质抗拉强度不同)
压力=(壁厚*2*钢管材质抗拉强度)/(外径*系数)
二:以知无缝管无缝钢管外径和承受压力求壁厚计算方法:
壁厚=(压力*外径*系数)/(2*钢管材质抗拉强度)


